全國咨詢熱線
150-3189-3663
青縣展逞機械制造有限公司
地址:河北省滄州市青縣清州鎮(zhèn)八里莊
電話:150-3189-3663

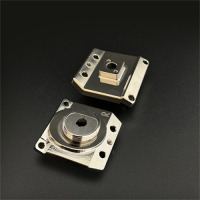
配件加工密封處理:
1.裝配前要將每個密封件浸泡在油中,。
2.組裝前,,嚴格檢查和除去零件加工過程中殘留的銳角,、毛刺和異物,。確保安裝密封件時不會劃傷,。
3.粘接后應(yīng)除去多余的粘合劑。
配件加工齒輪技術(shù)要求:
1.齒輪裝配后,,齒面接觸斑點和側(cè)隙應(yīng)符合GB10095和GB11365的規(guī)定,。
2.齒輪(蝸輪)基準端面應(yīng)與軸肩(或定位套端面)配合,用0.05mm塞尺檢查,。并保證齒輪基準端面與軸的垂直度,。
3.齒輪箱與蓋的結(jié)合面應(yīng)接觸良好。
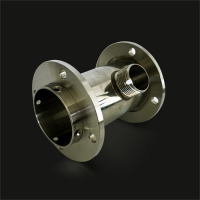
配件加工軸承技術(shù)要求:
1.滾動軸承的裝配允許用油加熱,,油溫不得超過100℃,。
2.軸承外圈、開軸承座,、軸承蓋半圓孔不得卡住,。
3.軸承外圈與開軸承座接觸良好,軸承蓋半圓孔接觸良好,。使用彩色檢查時,,與軸承座對稱于中心線120°,,在對稱于中心線的90°范圍內(nèi)與軸承蓋均勻接觸。在上述范圍內(nèi)用塞尺檢查時,,0.03mm的塞尺不得插入外圈寬度的1/3,。
4.軸承外圈組裝后,應(yīng)與定位端軸承蓋端面均勻接觸,。
5.滾動軸承安裝后,,手動旋轉(zhuǎn)應(yīng)靈活穩(wěn)定。
6.上下軸瓦結(jié)合面應(yīng)緊密貼合,,用0.05mm塞尺檢查不入,。
7.用定位銷固定軸瓦時,應(yīng)鉆鉸配送,,以保證瓦口表面和端面與相關(guān)軸承孔的開面和端面保持平整,。銷進入后不得松動。
8.球面軸承的軸承體應(yīng)與軸承座均勻接觸,,采用涂色法檢查,,接觸不小于70%。
9.合金軸承襯面為黃色時不得使用,,接觸角內(nèi)不得有離核,,接觸角外的離核面積不得大于非接觸區(qū)總面積的10%。

微信掃一掃

手機官網(wǎng)

 在線咨詢
在線咨詢 聯(lián)系我們
聯(lián)系我們