東城機(jī)械配件加工生產(chǎn)廠家
發(fā)布時(shí)間:2024-09-05 01:16:09
東城機(jī)械配件加工生產(chǎn)廠家
2.機(jī)床運(yùn)動(dòng)過多導(dǎo)致加工精度差,。可能是增加,,減速時(shí)間太短,可以適當(dāng)延長(zhǎng)速度變化時(shí)間,;伺服電機(jī)與絲杠的連接可能松動(dòng)或剛度差,,可以適當(dāng)降低位置環(huán)的增益。3.兩軸聯(lián)動(dòng)時(shí)圓度超差,。A.斜橢圓誤差(45度橢圓)此時(shí),,應(yīng)首先檢查每個(gè)軸的位置偏差值。如果偏差過大,,可以調(diào)整位置環(huán)的增益來消除,。然后檢查旋轉(zhuǎn)驅(qū)動(dòng)器或感應(yīng)同步器的接口板是否調(diào)整,,然后檢查機(jī)械傳動(dòng)副間隙是否過大,間隙補(bǔ)償是否合適,。b.圓的軸向變形,。這種變形可能是由機(jī)械調(diào)整不當(dāng)引起的。軸定位精度差或絲杠間隙補(bǔ)償不當(dāng)會(huì)導(dǎo)致圓度誤差,。
東城機(jī)械配件加工生產(chǎn)廠家
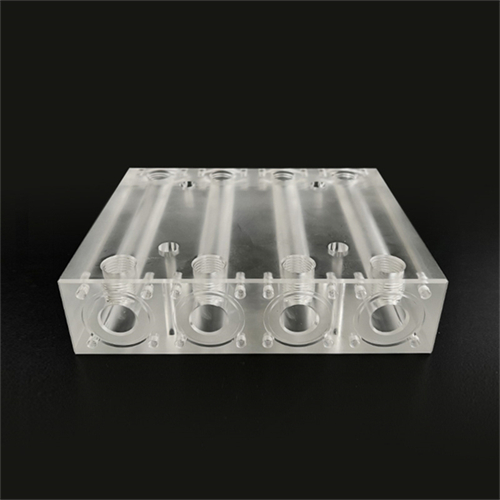
精密零件有兩種加工制造工藝,,一種是熱加工,另一種是冷加工,。熱加工是在非常溫暖的條件下生化或物理變化的零件,,以滿足形狀變化的要求。冷加工一般采用切割技術(shù),,以滿足室溫下形狀變化的要求,。你真的知道精密機(jī)械加工的非標(biāo)零件是什么嗎?我相信機(jī)械制造業(yè)對(duì)非標(biāo)準(zhǔn)零件的需求大,。自動(dòng)化設(shè)備或加工檢驗(yàn)中使用的夾具的大部分規(guī)格和參數(shù)由企業(yè)自由控制,。因此,這些企業(yè)將向相應(yīng)的精密機(jī)械加工廠提交圖紙,,以滿足圖紙要求的形狀和位置公差,。

東城機(jī)械配件加工生產(chǎn)廠家
機(jī)械配件加工輪廓處理:1.未注射形狀公差應(yīng)滿足GB1184-80的要求。2.長(zhǎng)度尺寸允許偏差±0.5mm,。3.無圓角半徑R5,。4.未注倒角均為C2。5.銳角倒鈍,。6.銳邊倒鈍,,去除毛刺飛邊。附件加工表面處理:1.零件加工表面不得有劃痕,、劃痕等損壞零件表面的缺陷,。2.加工后的螺紋表面不得有黑皮膚、磕碰,、亂扣,、毛刺等缺陷。所有需要涂裝的鋼件在涂裝前必須清除腐蝕,、氧化皮膚,、油脂、灰塵,、土壤,、鹽和污垢。3.除銹前,先用有機(jī)溶劑,、堿液,、乳化劑、蒸汽等去除鋼件表面的油脂和污垢,。4.噴丸或手工除銹的待涂表面與涂底漆的間隔不得超過6h,。5.鉚接件接觸的表面必須涂上厚度為30~40μm的防銹漆。搭接邊緣用油漆密封,。膩?zhàn)踊蛘澈蟿?。因加工或焊接而損壞的底漆應(yīng)重新涂漆。

東城機(jī)械配件加工生產(chǎn)廠家
二,、檢查程序流程,。1.機(jī)械配件加工件收到后,由專業(yè)檢驗(yàn)人員根據(jù)合同對(duì)加工件的材料,、類型和總數(shù)進(jìn)行比較,。2.檢驗(yàn)期一般為1-2天。特殊情況取決于應(yīng)用程序的實(shí)際效果,。產(chǎn)品質(zhì)量問題可退回加工企業(yè),,索賠,加工企業(yè)承擔(dān)財(cái)產(chǎn)損失,。3.一般非生產(chǎn)性科簽訂的加工合同,,由申請(qǐng)人立即檢查,填寫檢驗(yàn)報(bào)告,。4.檢驗(yàn)不合格的部件,,檢驗(yàn)人員必須在標(biāo)準(zhǔn)檢驗(yàn)期內(nèi)進(jìn)行維修,退貨辦理手續(xù),。5.專業(yè)檢驗(yàn)人員和機(jī)構(gòu)相關(guān)人員應(yīng)相互檢驗(yàn),,并實(shí)際填寫檢驗(yàn)報(bào)告。對(duì)檢驗(yàn)不合格的零件,,實(shí)際填寫報(bào)關(guān)單,,作為提高加工精度的標(biāo)準(zhǔn),確定未來零件外包加工廠家的選擇位置,。友誼提示,,檢查時(shí)必須注意以下問題。

東城機(jī)械配件加工生產(chǎn)廠家
螺釘,、螺栓,、螺母技術(shù)要求:1.擰緊螺釘、螺栓和螺母時(shí),,嚴(yán)禁打擊或使用不當(dāng)?shù)穆葆敽桶馐帧Q緊后,螺釘槽,、螺母和螺釘,。螺栓頭不得損壞。2.擰緊扭矩要求的緊固件必須使用扭矩扳手,,并按規(guī)定擰緊扭矩,。3.當(dāng)同一部件用多個(gè)螺釘(螺栓)擰緊時(shí),每個(gè)螺釘(螺栓)應(yīng)交叉,、對(duì)稱,、逐漸、均勻地?cái)Q緊,。4.平鍵與軸上鍵槽兩側(cè)接觸均勻,,配合面無間隙。焊接技術(shù)要求:1.補(bǔ)焊前必須徹底清除缺陷,,坡面應(yīng)平整光滑,,無尖角。2.補(bǔ)焊區(qū)的缺陷可通過鏟挖,、磨削,、炭弧氣刨、氣割或機(jī)械加工等方法去除,。3.必須徹底清理補(bǔ)焊區(qū)及坡口周圍20mm以內(nèi)的粘砂,、油、水,、銹等污垢,。4.鑄鋼預(yù)熱區(qū)的溫度在整個(gè)補(bǔ)焊過程中不得低于350°C。5.如果條件允許,,盡量在水平位置焊接,。6.補(bǔ)焊時(shí),焊條不宜水平擺動(dòng)過大,。7.鑄鋼件表面堆焊時(shí),,焊道之間的重疊量不得小于焊道寬度的1/3。

東城機(jī)械配件加工生產(chǎn)廠家
加工機(jī)械零件時(shí),,如果選用的材料不夠強(qiáng)大,,可能導(dǎo)致加工后的零件不能滿足機(jī)械設(shè)備的使用要求,因?yàn)樵诩庸み^程中必須清楚了解材料要求,!如果是金屬材料加工,,則取決于其硬度,在許多金屬材料中,,不銹鋼是硬的,,鑄鐵略低,,銅硬度低于鑄鐵,鋁硬度低,,所以工件硬度要求高應(yīng)選擇不銹鋼,,低要求應(yīng)選擇鋁。1.首先要了解硬度要求,。有些地方使用的設(shè)備對(duì)零件的硬度要求越高越好,。但是,這種設(shè)備在加工工件時(shí)工件時(shí)的硬度要求,。如果是加工材料,,硬度一般不能太硬,否則可能會(huì)導(dǎo)致材料太硬,,影響零件的正常工作,。2.然后,這取決于加工部件的具體功能,。如果用于一些耐高溫行業(yè),,選用的材料必須是耐高溫材料,用于其他一些行業(yè),。然后,,根據(jù)行業(yè)要求選擇合適的材料。以上是機(jī)械零件加工對(duì)材料要求的相關(guān)內(nèi)容,。簡(jiǎn)單來說,,除了硬度要求,還有其他要求,。具體要求必須根據(jù)情況確定,,否則生產(chǎn)的工件可能無法使用,因?yàn)椴环弦蟆?/p>